二腔全自动吹瓶机操作规范 安全、高效、标准化的生产指南
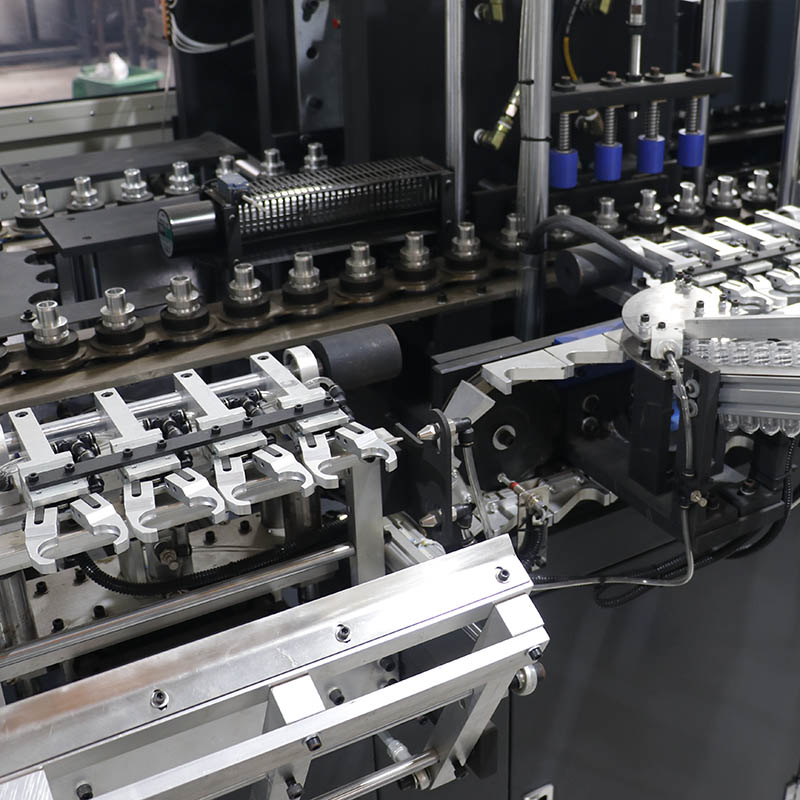
吹瓶机是塑料瓶生产的关键设备,规范化的操作不仅能提高生产效率,还能保障产品质量和人员安全。本操作规范适用于二腔全自动吹瓶机,涵盖开机准备、生产操作、维护保养及安全注意事项等内容,确保生产过程的稳定性和可靠性。
一、开机前准备
-
设备检查
-
检查电源、气源、水源是否正常,气压是否稳定(通常要求0.6-0.8MPa)。
-
确认模具安装牢固,无松动或磨损。
-
检查各润滑点(导轨、气缸等)是否已加注润滑油。
-
-
原料准备
-
使用符合标准的PET/PP/HDPE塑料颗粒,确保干燥、无杂质。
-
检查料斗内原料是否充足,避免生产中断料。
-
-
参数设定
-
根据瓶型要求,在PLC控制面板上设定温度(加热区、模温)、吹塑压力、循环时间等参数。
-
确认各温区温度达到设定值(通常PET瓶胚加热温度在90-120℃)。
-
二、生产操作流程
-
启动设备
-
先开启总电源,启动液压系统,待设备自检完成。
-
开启加热系统,预热至设定温度(约20-30分钟)。
-
启动输送带、瓶胚供给系统,确保瓶胚顺利进入加热区。
-
-
试运行
-
手动模式下低速运行,观察瓶胚加热、合模、吹塑、脱模等动作是否正常。
-
检查首件样品,测量瓶子的尺寸、壁厚、重量是否符合标准。
-
-
正式生产
-
切换至自动模式,设定生产速度(通常二腔机产能为800-2000瓶/小时)。
-
定时抽检瓶子质量,观察是否有飞边、变形、厚度不均等问题,并及时调整参数。
-
三、运行监控与调整
-
关键参数监控
-
加热温度:过高会导致瓶体发黄或变形,过低则影响成型效果。
-
吹塑压力(通常0.8-2.5MPa):压力不足会导致瓶子不饱满,压力过高可能爆瓶。
-
模具冷却:确保冷却水循环正常,避免瓶子变形或收缩不均。
-
-
常见问题处理
问题现象 可能原因 解决方案 瓶口变形 模具未对齐或温度过高 调整模具位置,降低加热温度 瓶身发白 吹塑压力不足或冷却过快 提高吹塑压力,调整冷却时间 瓶底偏薄 预吹时间不足 延长预吹时间或调整拉伸杆速度
四、停机与维护
-
正常停机
-
停止进料,待机内原料耗尽后关闭加热系统。
-
关闭气源、水源,待设备冷却后再切断电源。
-
清理模具和机器内部残留塑料,避免积碳影响下次生产。
-
-
日常维护
-
每日检查:清理过滤器,检查气管、水管是否泄漏。
-
每周维护:润滑运动部件(导轨、气缸等),检查电气元件是否松动。
-
定期保养(每3-6个月):更换磨损的密封圈、加热管,校准传感器。
-
五、安全注意事项
-
操作安全
-
严禁戴手套操作旋转部件,避免卷入机器。
-
设备运行时禁止打开防护门或伸手进入模具区域。
-
高温部件(加热炉、模具)需待冷却后再接触,防止烫伤。
-
-
应急处理
-
如遇紧急情况(卡料、异常噪音等),立即按下急停按钮。
-
设备故障时,应由专业维修人员处理,禁止擅自拆卸。
-